John's in-place jointer knife honing method
John writes about his jointer honing operation:
 First: I remember to UNPLUG the damn thing....
First: I remember to UNPLUG the damn thing....
Here's another way to find top dead center (tdc). I slide the magnetic base like a marking gauge. I'm not eager enough to scribe a mark, so I use tape to mark the position.
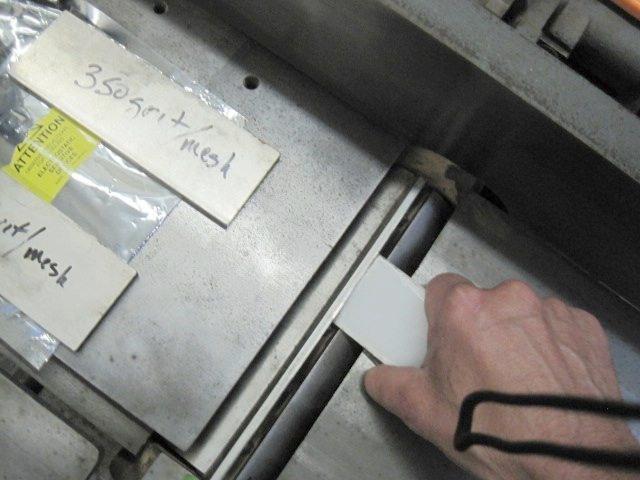
 Then I use a C-clamp and whatever's handy (in this case, a drawer side and a
piece of aluminum sheet stock) to set up a stop for the blade.
Then I use a C-clamp and whatever's handy (in this case, a drawer side and a
piece of aluminum sheet stock) to set up a stop for the blade.
I made a rough calc. showing that I need about .028" of tangential movement/degree of back clearance on the knife:
Head diameter: 3.2"
3.2" x π = 10" circumference
10" / 360 = 0.028" per degree
 I backed the right table off about 0.125" to give about 5 degrees of
clearance. 0.150" or 6 degrees might be a little better.
I backed the right table off about 0.125" to give about 5 degrees of
clearance. 0.150" or 6 degrees might be a little better.
 There are existing holes in the head so I use a bungee and a piece of 1/8"
brass brazing rod to tension the blade against the stop.
There are existing holes in the head so I use a bungee and a piece of 1/8"
brass brazing rod to tension the blade against the stop.
 Another view of the tension/stop setup. Repeatability from
blade to blade is paramount.
Another view of the tension/stop setup. Repeatability from
blade to blade is paramount.
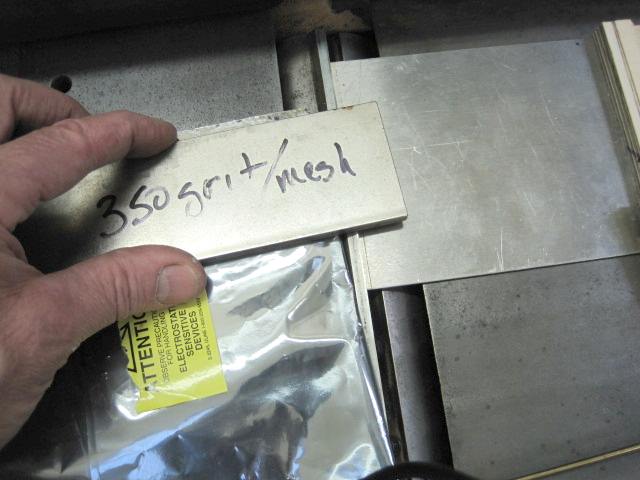 I started with a medium grit diamond stone with a circular motion to begin
honing. It takes a couple of minutes. I'm using a Mylar bag to
protect the table from the diamond. In actuality, a double layer of
wax paper seemed to have less sliding friction. I was too lazy to walk up
to the house to get some more waxed paper....
I started with a medium grit diamond stone with a circular motion to begin
honing. It takes a couple of minutes. I'm using a Mylar bag to
protect the table from the diamond. In actuality, a double layer of
wax paper seemed to have less sliding friction. I was too lazy to walk up
to the house to get some more waxed paper....
 Here's another view showing the face of the diamond and the WD-40 I used to
lubricate it
Here's another view showing the face of the diamond and the WD-40 I used to
lubricate it
 I worked my way around the three blades. I repeated the process with a
similar600 grit diamond. The blades come out remarkably
well aligned with the rear table.
I worked my way around the three blades. I repeated the process with a
similar600 grit diamond. The blades come out remarkably
well aligned with the rear table.
 The honing resulted in a slight burr on the blades which I removed
with a piece of Lexan.
The honing resulted in a slight burr on the blades which I removed
with a piece of Lexan.
It would be interesting, if the blades were nicked, to begin this process with a much coarser diamond, say about 150 mesh. If I were buying the diamond 'stones' again, I'd definitely spring for the 8" length diamonds, instead of the 6" length.
Thaaatttttt's all folks......
See also:

Setting and adjusting jointer knives |

Freehand sharpening jointer knives |

Homemade jointer |
 Handplane sharpening for barbarians |